[tp_lang_dropdown]
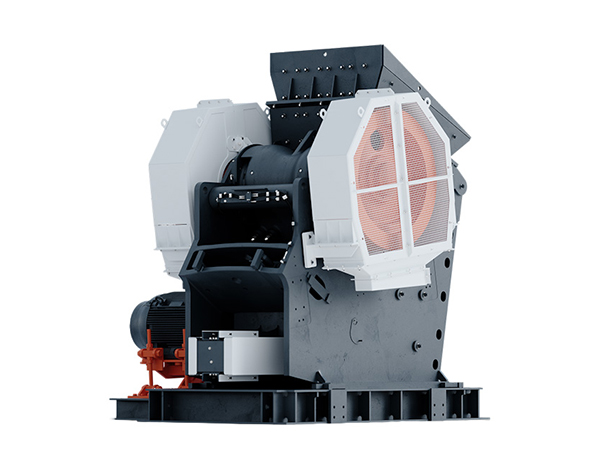
Serving as the critical primary stage in the crushing circuit, our European Jaw Crushers are engineered for extreme durability. The RC Series features a V-shaped deep chamber and a wedge-based adjustment system for safer, easier operation. The RV Series focuses on a balanced feed-to-output ratio, utilizing a square opening to prevent blockages from oversized rocks. Built with a modular, non-welded frame to eliminate stress concentration, these crushers maximize throughput while minimizing wear on the heavy-duty manganese liners.